This file is licensed under the Creative Commons Attribution-Share Alike 3.0 Unported license.
What’s new?
As reported in MMS Online on 2 October 2020, in partnership with Oak Ridge National Laboratory, MSC Industrial Supply Co technicians have been trained to use a so-called tap test to determine the optimal speed at which a CNC mailing machine or machining center can be operated. It is hoped that widespread use of this technique will enable these machines to operate at higher speeds, thus increasing the capacity of the estimated 30,000 machine shops in the US.
What does it mean?
Vibration, oscillations, and repeated motion are fundamental concepts in engineering because they describe so many physical phenomena. A struck bell emits a tone because the strike causes the bell to vibrate at a particular frequency and the vibration of the bell causes the air to move at that same frequency, generating the sound that a human hears. A person on a swing goes back and forth at the natural frequency of that pendulum and the amplitude of the motion is increased if the person is pushed at the appropriate time in the swing. I live 10 miles down a dirt road and sometimes a portion of the road will develop a washboard; driving over that portion at different speeds may reinforce or dampen the up-and-down motion of the car.
In 1831, marching soldiers inadvertently marched at the natural frequency of a suspension bridge, which collapsed under them; hence, the command for soldiers to break step when crossing a bridge. For decades, engineering students have been shown a video of the 1940 destruction of the Tacoma Narrows Bridge by oscillations reinforced by wind. The point is to vividly demonstrate to engineering students the importance of considering vibrations.
Picture a rotating tool with several cutting blades. The tool will be vibrating at its natural frequency. If the tool has moved away from the surface being cut, then the blade takes a shallow cut; if the tool has then moved back toward the surface for the next cut, then the blade takes a deep cut, resulting in reduction in surface smoothness in the machined part. If the vibration and rotation of the tool are appropriately matched, each blade will take the same amount of cut, resulting in a smooth surface. The second video (called MSC MillMax) at this web page illustrates this effect and explains that the tap test is used to determine the natural resonant frequency of the machining center using that tool.
The instinctual response to a mismatch (detected as chatter) is to slow down the rotation of the tool, but that response may not be correct. In the tap test, a small accelerometer is attached to the tool, and it records the vibrations when the tool is tapped. These data are analyzed by software which predicts which speeds are going to be stable in operating the machining center with that tool. With a tap test, the correct rotational speed to eliminate chatter can be determined, often resulting in the ability of the machining center to operate at a higher rate.
What does it mean for you?
First, machines always have vibration issues. These issues may impede production, may lessen the useful life of the machine, and may harm workers. Vibrations from jackhammers are a notorious hazard to humans, but other vibrations also have ergonomic concerns. It is always worth asking about vibration issues.
Second, when seeking the best settings for a machine, one must be careful not to settle for a local optimum (the best combination of settings compared to small perturbations in settings) rather than obtaining the global optimum (the best combination of settings among all possible combinations). Incremental improvements (for example, making small adjustments in settings until no further improvement occurs) may miss a better solution. This idea may apply in any design situation. Sometimes you need to change everything, not just make small changes, or you will miss opportunities for improvement. Don’t get stuck in a local optimum.
Finally, the article discusses why each machining center must be tested and tuned. Tom Smith, one of the inventors of this process, says, according to the MMS Online article:
“The reality is that most shops are under-using their equipment because they don’t know what their equipment can do. And the reason that they don’t know what their equipment can do is that the performance depends on the whole system that gets put together. It’s the machine tool, and then the tool holder and then the tool. It’s the fixturing. And it’s not until you assemble them all together that you get the system whose performance you’re interested in, right? So, the spindle maker makes the spindle, the machine tool maker makes the machine, and the tool maker makes the tool. And they all sell it to you separately with no idea how you’re going to put it all together. They can’t tell you how to use it. But then when something goes wrong, there’s a big tangled mess. You call the tool maker and they say, ‘Oh no, everybody loves our tools! They worked fine in other places so there must be something wrong with your older machine.’ And you call the holder maker and you call the machine maker and they all say, ‘Everybody loves our stuff!’ And you’re still stuck.” (emphasis added)
Maybe someday someone will invent a tap test for determining the resonant frequency for an organization, but, until then, nobody can tell you exactly how to optimize the system that you have, since every system has unique combination of components that make up a unique system.
Where can you learn more?
The software for the tap test was developed by MLI, Manufacturing Laboratories Inc. The MSC Millmax program is described at this web page.
The MMS Online article places the tap test and its promise for increasing the capacity of machine shops within the larger context of bringing manufacturing back to the US in order to secure supply chains against a future disruption such as the one that has been caused by COVID19.
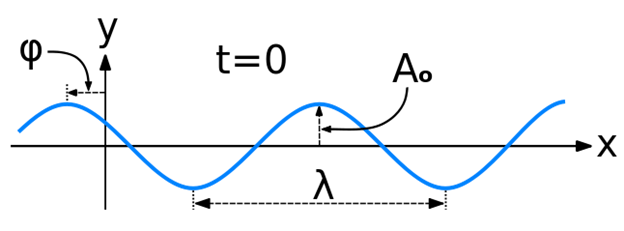
Postscript: My EJB Partners colleague Elliott Ring sent me a link to this video, which shows how metronomes become synchronized; Dr Ring uses this video to talk to groups of people about how teams evolve. Note that this demonstration works because of several important properties of this system: (1) the metronomes have the same frequency (or wavelength); they are out of phase at the beginning and become in phase (wavelength is given by the distance labeled with the Greek letter lambda in the picture at the top of this post; phase is indicated by the time of the trough of the wave); (2) the synchronization occurs not when they are on the table, but only after they are placed on the soda cans; and (3) the metronomes are mechanical devices, not, for example, software generated click tracks. The metronomes synchronize when they are able to exchange mechanical energy with each other (becoming coupled in one system, instead of being separate), through the flexible board, providing nudges to each other. Similarly, one can change the phase of person in a swing by pushing them at a slightly different phase; eventually the swing will adjust.

This work is licensed under a Creative Commons Attribution 4.0 International License.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}